
永磁筒式磁选机的机械行业标准
1、范围
本标准规定了永磁筒式磁选机的产品分类、技术要求、试验方法、检验规则、标志、标签、使用说明书、包装、运输及贮存。
本标准适用于永磁筒式磁选机(以下简称磁选机)。该机主要用于湿式选别比磁化系数不低于3000×10-6cm3/g的强磁性矿物,亦可用于除去其他悬浮液中的磁性杂质。
2、产品分类
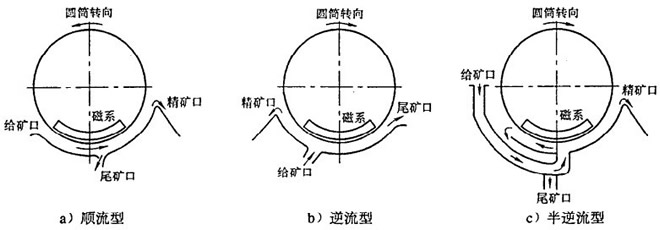
磁选机采用开放式磁系,磁极不得少于四级,磁包角不得小于128°。槽体的型式分为顺流型、逆流型和半逆流型,见下图。
| 型号 | 筒体直径mm | 长度mm | 产量(t/h) | 转数(r/min) | 电机功率(kw) | 重量(kg) |
|
CTB618 CTS618 CTN618 |
600 | 1800 | 18~35 | 40 | 2.2 | 1655 |
|
CTB712 CTS712 CTN712 |
750 | 1200 | 12~30 | 35 | 3 | 1682 |
|
CTB718 CTS718 CTN718 |
750 | 1800 | 20~45 | 35 | 3 | 1992 |
|
CTB918 CTS918 CTN918 |
900 | 1800 | 28~60 | 27 | 4 | 3162 |
|
CTB924 CTS924 CTN924 |
900 | 2400 | 38~80 | 27 | 4 | 3887 |
|
CTB1018 CTS1018 CTN1018 |
1050 | 1800 | 36~72 | 22 | 4 | 3801 |
|
CTB1024 CTS1024 CTN1024 |
1050 | 2400 | 52~100 | 22 | 5.5 | 4319 |
|
CTB1030 CTS1030 CTN1030 |
1050 | 3000 | 64~125 | 22 | 7.5 | 4976 |
|
CTB1218 CTS1218 CTN1218 |
1200 | 1800 | 55~95 | 19 | 7.5 | 5263 |
|
CTB1224 CTS1224 CTN1224 |
1200 | 2400 | 65~110 | 19 | 7.5 | 5927 |
|
CTB1230 CTS1230 CTN1230 |
1200 | 3000 | 85~120 | 19 | 7.5 | 6325 |
|
CTB1530 CTS1530 CTN1530 |
1500 | 3000 | 95~160 | 16 | 11 | 8665 |
|
CTB1540 CTS1540 CTN1540 |
1500 | 4000 | 120~190 | 16 | 11 | 9871 |
注:顺流型槽体适用于选别粒度不大于6mm的物料,半逆流型槽体适用于选别粒度不大于1mm的物料,逆流型槽体适用于选别粒度不大于0.6mm的物料。
3、技术参数
注:处理量的两组数值,前者(以干矿量计t/h)为选矿厂选别磁铁矿或焙烧赤铁矿的处理量,是在给矿粒度小于1mm、浓度不大于35%的情况下取得的。数值的上限为选别鞍山式磁铁矿,下限为选别焙烧赤铁矿,处理其他矿石时,可在上、下限之间选取;后者(以矿浆体积计立方米/小时)为洗煤厂处理磁铁矿粉悬液时的最大处理量。
4、技术要求
1)磁选机应符合本标准的要求,并按照经规定程序批准的图样及技术文件制造。
2)磁选机在下列条件下应能正常工作
a、室内运行,工作环境温度为0℃~40℃;
b、矿浆中固体粒度小于6mm;
c、矿浆温度不超过70℃;
d、给料浓度不超过45%。
3)磁选机的结构应符合以下要求:
a、磁系按照规定位置应能转动必要角度;
b、磁场不应影响圆筒外导磁零部件正常工作或维护;
c、永磁圆筒和槽体之间的间隙应能调整;
d、永磁圆筒应可靠密封,保证不向筒内渗漏水或矿浆;
e、排磁性产品的间隙应能调整;
f、应能保护轴承免受矿浆或粉尘渗透,防止漏油;
g、润滑轴承时,不用取下圆筒,不用拆开轴承座;
h、可沿永磁圆筒全长清洗或卸下磁性产品;
i、为便于清洗槽体,应有通往槽体内腔的通道;
j、最终分选产品应能方便取样;
k、为了实现精选或扫选作业,多台单机应能组合使用;
l、可接入自动或遥控系统;
m、能方便地更换易损零部件。
4)磁选机的圆筒表面应衬有橡胶或其他耐磨层。橡胶与金属粘合强度不应低于2.94MPa,不允许起层或脱落。其他耐磨层应牢固可靠。
5)圆筒、槽体和接矿槽等焊接件不应渗漏水,所有焊缝应无气孔、烧穿等缺陷。圆筒内、外焊缝均应磨平,局部凸起不允许高出周围表面0.5mm。
6)圆筒应采用不导磁材料制成,端盖应采用耐腐蚀不导磁材料制成。
7)磁系各极极性沿轴向相同,沿圆周交替排列。磁轭应用导磁性能优良的低碳钢或电工纯铁制成。磁轭与轴之间应采用不导磁材料联接。
8)在正常使用条件下,磁系的年退磁率不应大于1%。
10)磁选机应运转平稳,无干涉,无异常声响。
11)所有外露非机械加工金属零件表面均应涂两层底漆和两层面漆。漆膜总厚度不应小于74μm,漆膜附着力不应低于GB/T1720-1979中的2级。涂漆应均匀,不得有脱漆、剥落、裂纹和流痕等缺陷。
12)磁选机的成套供应范围:全套机械部分和电动机。





