
棒磨机的装配技术要求
作者来源:山川重工 发布时间: 2017-03-11 04:17
导读:1、棒磨机的主轴承应与轴承底盘四周均匀接触。 2、非静压主轴承球面须经配研,球面应接触良好,动作灵活。 3、主轴承冷却水道应进行通水检查,不应有渗漏现象。 4、棒磨机装配后
1、棒磨机的主轴承应与轴承底盘四周均匀接触。
2、非静压主轴承球面须经配研,球面应接触良好,动作灵活。
3、主轴承冷却水道应进行通水检查,不应有渗漏现象。
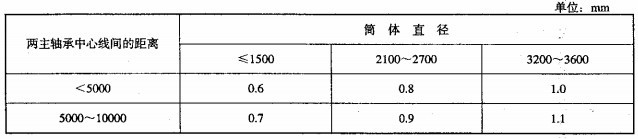
4、棒磨机装配后由于两中空轴轴心线的同轴底和倾斜底使主轴承球面瓦端面振摆,其摆动允差不应大于下表规定。
端面摆动允差表
5、传动轴和电动机轴(或减速轴)的同轴底不应大于0.3mm,其倾斜度偏差不应大于1/11000。
6、大小齿轮侧间隙应符合下表规定。
大小齿轮齿侧间隙

7、棒磨机的大小齿轮齿面接触率,沿齿高方向不应少于40%,沿齿长方向不应少于50%。
8、湿式棒磨机衬板在筒体内部的排列不应构成环形间隙。端衬板与筒体衬板、端衬板与进出料管之间所构成的环形间隙须用木楔(湿法作业)、铁楔或水泥(干法作业)等材料堵塞。衬板与衬板之间的间隙不大于10mm。
上一篇:高梯度磁选机分选环部分的安装要求 下一篇:介绍石油压裂支撑剂设备的国内外技术现状





